

Suurikokoisten metallikappaleiden WAAM-tulostus
WAAM on tuottavin (2–5 kg/h) AM-menetelmä suurikokoisten metallikappaleiden (m3) valmistukseen. Se soveltuu erityisesti yksittäistuotteisiin ja prototyyppeihin, joita ei voida valmistaa perinteisin menetelmin.
- Kirjoittaja:
- Hannu Lund, LUT
- Julkaistu:
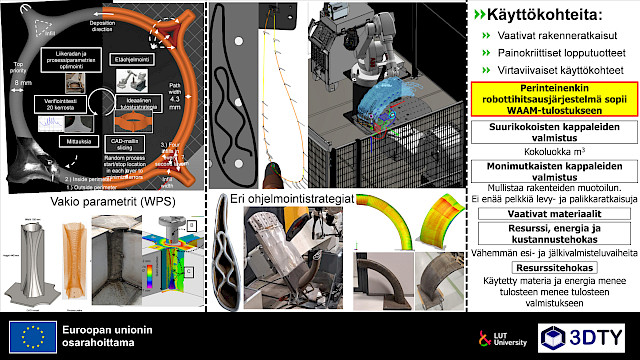
WAAM-laadun perusteet
WAAM-laitteisto perustuu perinteiseen robottihitsausjärjestelmään, mutta prosessi eroaa periaatteeltaan robottihitsauksesta. Osien yhdistämisen sijaan kappale tulostetaan kerros kerrokselta. Järjestelmään on tyypillisesti lisätty edestakaista liikettä tekevä langansyöttölaite, jolla pyritään mahdollisimman kylmään materiaalinsiirtoon ja kerroskorkeuden maksimoimiseen. Suomen 6000 teollisuusrobotin kannasta noin 22 % on hitsausrobotteja, WAAM voisi merkittävästi kasvattaa niiden käyttöastetta.
WAAM-prosessinohjaus tapahtuu hitsausvirtalähteellä asetetusta langansyöttönopeudesta [m/min] ja valokaaren jännitteestä [V] sekä robotille ohjelmoidusta hitsauspolttimen kuljetusnopeudesta [mm/s] ja -kulmasta [º]. Lähtökohtaisesti prosessiparametrit ja -olosuhteet kannattaa vakioida. Näin kerroskorkeus ja -leveys pysyvät vakioina, mikä helpottaa liikeradan ohjelmointia ja laadunhallintaa.
Metallisulan käyttäytymisen ennakointi on haastavaa, joten tulostusohjelman esituotannollinen testaus, esimerkiksi 20-30 kerrosta, paljastaa riittävällä tarkkuudella liikeradan ja toteutuneen muodon väliset mitalliset erot sekä lämpötilanhallinnan tarpeet. Koska WAAM- laatu muodostuu rakenteen, materiaalin ja valmistuksen vuorovaikutuksesta, suunnitellut mekaaniset ominaisuudet saavutetaan vain, jos prosessi on hallittu. Laatua voidaan monitoroida hitsauskameralla, joka mahdollistaa sulan ja jähmettyvän hitsin geometrian, kerroskorkeuden sekä vierekkäisten palkojen liittymisen seurannan. Pyrometrillä tehtyä välikerroslämpötilamittausta voidaan käyttää tulostusprosessiolosuhteiden ohjauksessa.
”Vakioiduilla prosessiparametreilla voidaan valmistaa hyvin erilaisia kappaleita.”
Muuttuvageometriset ja pyörähdyssymmetriset kappaleet
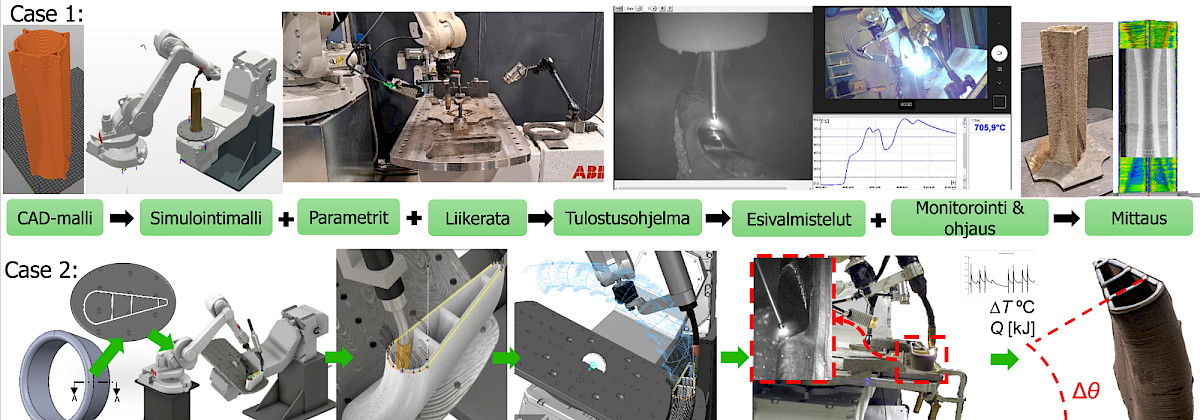
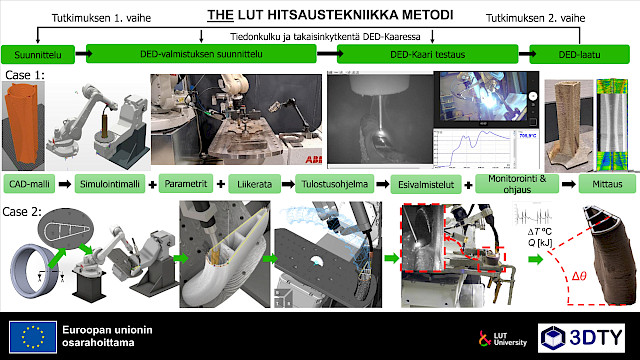
3DTY-hankkeen tutkimuksissa valmistettiin kuormaoptimoitu tiimalasirakenne ja pyörähdyssymmetrinen kappale, jotka vaativat tarkkaa liikeratojen ja prosessin hallintaa
Tiimalasimaisessa rakenteessa jokainen kerros poikkesi edellisestä, mikä korosti muotoilun merkitystä. Liikeradat luotiin Prusa Slicerilla ja siirrettiin ABB RobotStudioon, jossa 3DP-lisäosalla säädettiin kuljetusnopeus ja poltinkulmat. Tulostuksessa havaittiin, että pienet, noin 20 mm täyttöliikkeet olivat heikosti valmistettavia, kun taas yhtenäiset, pitkät hitsausradat paransivat tulostettavuutta. Välikerrosjäähdytys oli kriittinen laadun tasaisuuden kannalta, mutta laski tuottavuutta jopa 50 %. Tuottavuutta voidaan nostaa ulkoisella jäähdytyksellä tai tulostamalla useita kappaleita samanaikaisesti. Valmis tuloste liitettiin ristikkorakenteeseen, mikä kevensi lopullista rakennetta 8 kg ja paransi väsymiskestävyyttä.
Pyörähdyssymmetrisen kappaleen valmistuksessa haasteena oli materiaalin jakautuminen ulko- ja sisäkehälle. Tulostustaso pidettiin vaakatasossa, jotta tulostus tapahtui jalkoasennossa, mikä vaati kappaleenkäsittelypöydän kiertämistä kerrosten välillä. Visual Components Robotics OLP mahdollisti kerroskierron automaattisen ohjelmoinnin sekä kloonattujen kerrosten hallinnan. Materiaalin tuottoa eri detaljeille ohjattiin säätämällä lämmöntuontia ja hitsausparametreja.
Merkittävin havainto oli, että vakioiduilla prosessiparametreilla voidaan valmistaa hyvin erilaisia kappaleita, kun liikeradat ja lämpötilanhallinta suunnitellaan huolellisesti.
Jaa tämä artikkeli
Sinua voisi kiinnostaa myös



Konkreettisia ratkaisuja tuotannon ja sisälogistiikan tehostamiseen
Salolaisella IT-Linella on kansainvälisestikin katsottuna harvinainen tuote-, palvelu- ja osaamisportfolio: talon omat Lean-spesialistit kartoittavat asiakkaan tuotannon ja toiminnan tehokkuuden ja luovat speksit suunnittelutiimille. Suunnittelutiimi suunnittelee tarvittavat elementit, jotka rakennetaan omien asentajien voimin.

Kaukolämmön paluuveden energiasta hyötyä jätevedenpuhdistukseen
Kaukolämmön ja vesihuollon yhdistäminen voi tuntua yllättävältä, mutta se voi olla avain energiatehokkaampaan ja ympäristöystävällisempään tulevaisuuteen. Oulun yliopiston KAVENERO-hankkeessa osoitetaan, kuinka kaukolämmön paluuvedellä voidaan nostaa ja vakioida jäteveden lämpötila ja samalla parantaa puhdistustehokkuutta.